我们平时在生活中,见到的不干胶贴纸印刷的大手提纸袋部分都是以纸张、薄膜或其它特种材料为面料,背面涂有胶粘剂,以涂硅保护纸为底纸的一种复合材料为材质印刷。下面我们来看看这些印刷材料在哪些领域比较常见的。
一、聚丙烯:此类不干胶贴纸表面投名状,呈亚银色、亚金色、乳白色、哑光乳白色等空白片印刷。性能为抗水、油及化学物品等性能较重要的包装彩盒产品标签、日常应用于沐浴间用品,电器,机械等产品的信息标签。
二、pvc收缩膜:通常应用于各类电器或机器的电池商标。
三、哑光纸、胶版纸:此类不干胶贴纸多采用对用途标签纸。通常应用于高速的激光打印、喷墨打印的信息便签或条形码标签。
四、热敏纸:通常在商品价格上面容易见到,应用比较广泛。
铝箔纸:不干胶贴纸印刷讲述,此类不干胶标签也是多用于多色彩产品的标签。通常应用于药品类、食品类和文化用印类产品的高档信息标签。
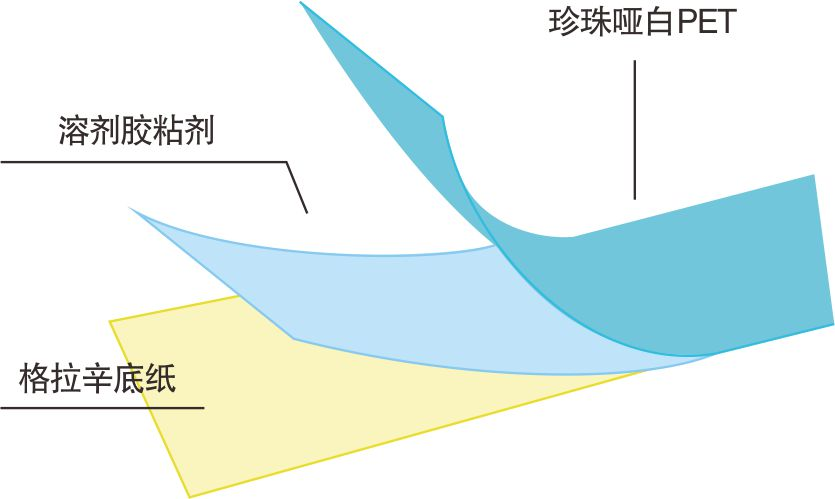
不干胶标签主要由三层结构组成:面材、胶黏剂、底纸(上面涂有硅油层)。模切的最理想状况是模切刀切穿胶黏剂层,但是不破坏硅油层,称为“精确模切”。但在实际生产过程中,受到不干胶材料、刀具、机器和操作者因素的影响,不可能达到这种理想状况,往往会出现底纸切穿、模切间距不稳、模切过程掉标和排废不良等现象。下面,昌茂就针对模切过程中出现的不同问题进行具体分析,并提供解决方法。
若底纸切穿问题是在圆压圆模切方式下产生的,可以先采取减轻模切压力的方式来解决。若减轻模切压力后问题仍然存在,那么就要考虑对圆刀进行修磨;如果是在平压平模切方式下产生的,则要考虑以下几种可能的原因:
1.不干胶材料问题
不干胶材料对平整度的要求非常高。一些小型材料商在涂布胶黏剂时,没有掌握好涂布的均匀性,导致胶黏剂层薄厚不均。用这种材料生产的不干胶标签,在模切过程中会很容易出现底纸切穿问题。这种原因造成的模切故障通常表现为无规律性,即在模切压力没有变化的情况下,切穿底纸与未切穿底纸的现象会无序出现。遇到这种问题建议更换不干胶材料。
2. 模切底板材料问题
大多数平压平模切设备在工作时,都需要在被模切材料下面垫模切底板,以避免刀版与下面的钢版直接接触,从而延长刀版使用寿命。一般来说,模切底板需要选用软硬适中、具有一定弹性,且表面平整的材料。如果模切底板表面强度不够,在模切过程中受刀版冲击后就极易发生变形,从而造成模切局部压力变化,导致底纸被切伤甚至切穿。
遇到这类问题时,操作人员往往很难找出真正的原因,这是因为底板材料的变形没有规律性。操作人员如果在生产过程中发现底纸被切伤后,会立即对局部压力进行调整,可调整后没有多久,又发现其他位置也出现了底纸切伤的现象。反反复复,最后直到更换模切底板后问题才得以解决。因此,在调整局部模切压力也不能解决底纸切穿问题时,工作人员可以尝试换一块其他材料的模切底板看是否有效。
3. 模切刀片变钝
在模切过程中,随着模切次数的增加,模切刀会逐渐变钝。而为了能继续切断不干胶材料,就要增加模切压力,这样一来很容易造成底纸损伤。底纸损伤主要表现为底纸表面有较深的模切印痕,虽然从表面上看并未被切穿,但实际已经破坏了纸张的纤维,导致抗拉强度**降低,在自动贴标过程中,就非常容易造成底纸断裂。因此在模切过程中,操作人员一旦发现底纸表面印痕太深的情况,建议立即更换刀片。
4. 模切压力过大
模切压力过大极易切伤底纸。昌茂不干胶材料告诉你,在模切过程中,模切压力并不是完全不变的,它的稳定性在很大程度上取决于模切设备的质量。因此,操作人员在生产过程中一定要了解自己所操作设备的特性并及时监控、调整模切设备的压力。模切压力过大损伤底纸有两种情况:若是整体压力过大导致的底纸切伤,可以减轻设备的压力;若是局部压力过大导致的底纸切伤,可以降低对应位置模切底板的厚度。
模切间距不稳
模切间距是指模切排废后,标签与标签之间的距离。一般情况下,根据终端用户的使用情况,标签之间模切间距一般在2~3mm,间距的公差为±0.3mm,超过此公差,视为不合格产品。在日常生产中,模切间距经常忽大忽小,引起这种现象的主要原因有以下3个方面。
深圳昌茂粘胶新材料有限公司(以下简称“昌茂新材”)成立于1995年2月,是一家专注专业的集研发、生产、销售和服务为一体的粘胶新材料国家级高新技术企业。目前,昌茂新材在深圳福永、江苏昆山、广东河源、深汕特别合作区共有4个生产基地,在香港、天津、重庆、深圳前海等地设立销售公司。

昌茂新材专注于不干胶新材料的研发、生产、销售和服务。公司在智能手机模组新材料、智能手机锂电池标签新材料、阻燃标签材料、黑白遮反光模组新材料、光学按键模组新材料、智能手机模组单双面胶、高端智能电子设备标识领域、计算机智能标识、RFID领域, 电子模切功能胶带、玩具标签领域均取得了长足而稳定的发展,受到了社会各界和广大客户的信赖与赞扬,与一大批知名终端品牌及上市公司建立了长期合作关系,是值得广大客户信赖的企业。
